
24小时服务热线
18613612586
24小时服务热线
18613612586

电 话:18613612586
邮 箱:1457435244@qq.com
网 址:www.chenjiujx.com
地 址:德州市陵城区经济开发区北环路中段

铣床的应用范围非常广泛,根据铣刀与主轴方向可以分为立式铣床和卧式铣。郑州比较好的数控龙门钻床生产厂家立式铣床适用于加工各种零部件的平面、斜面、沟槽、孔等, 卧铣多用于齿轮,花键,开槽,切割等加工,郑州比较好的数控龙门钻床生产厂家立式铣床除多用于平面加工方面外,平面有高低曲直几何形状的工件,如模具类,立铣可大显身手

手工编程对一个人的逻辑思维能力有一定的要求,这也是你自负(或者认为爽)的地方,因为有的人因为天赋的原因会存在天然的逻辑思维缺陷,但这并不意味着他比你蠢,可能在别的领域他有更好的天赋,例如艺术,音乐等,所谓一样米养百样人,每个人都有自己牛逼的地方,但如果有更好的工具来带你突破人类思维的局限,达到一个更牛逼的高度,为什么不去选择改变呢?郑州比较好的数控龙门钻床生产厂家软件编程就是一个这样的好工具,而且这是一种必然。当然软件编程也存在一定的缺陷,很多时候,郑州比较好的数控龙门钻床生产厂家软件编制的程序需要进行一些人工的修正和再编辑,其实这就是体现你能力和牛逼的地方,也是对程序加入你的加工理念和个人经验的地方,这才是你存在的意义和核心价值,至于那种编程方式好与坏,我认为只有一个判断标准,那就是效率,哪种的效率高就用哪种编程方式。
将编制好的加工程序经过操作面板上的键盘或输入机将数字信息输送给数控设备。数控设备将所接收的信号进行一系列处理后,再将处理结果以脉冲信号方式进行分配:一是向进给伺服系统宣布进给等履行命令,郑州比较好的数控龙门钻床生产厂家二是向可编程序操控器宣布S,M,T等指令信号。可编程序操控器接到S,M,T等指令信号后,即操控机床主体当即履行这些指令,并将机床主体履行的情况实时反应给数控设备。郑州比较好的数控龙门钻床生产厂家伺服系统接到进给履行命令后,当即驱动机床主体的各坐标轴(进给机构)严格按照指令要求精确进行位移,主动完成工件的加工。在各坐标轴位移过程中,检测反应设备将位移的实测值敏捷反应给数控设备,以便与指令值进行比较,然后以快的速度向伺服系统宣布补偿履行指令,直到实测值与指令值吻合停止。
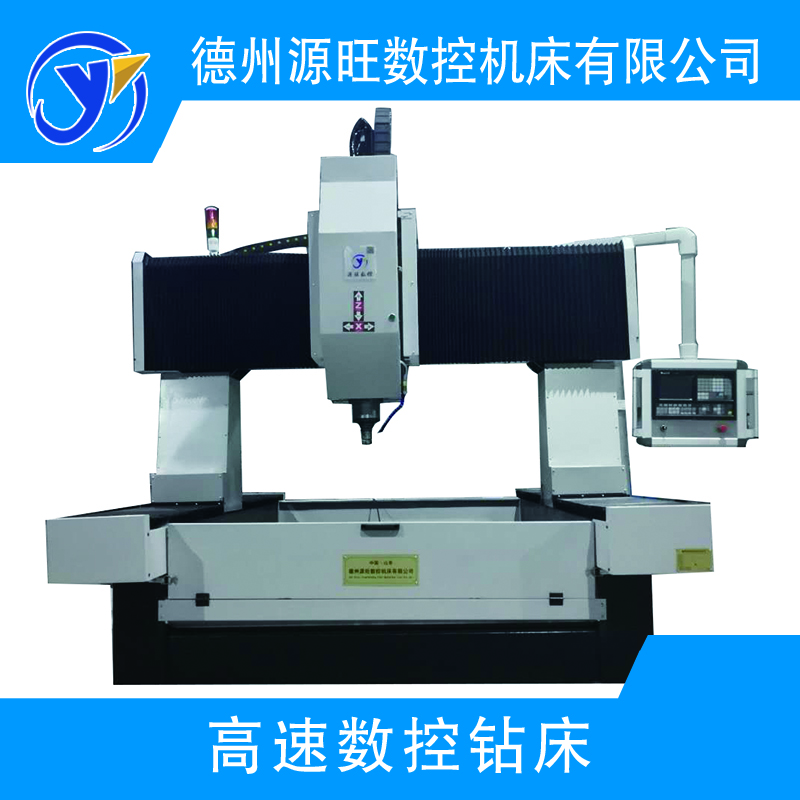
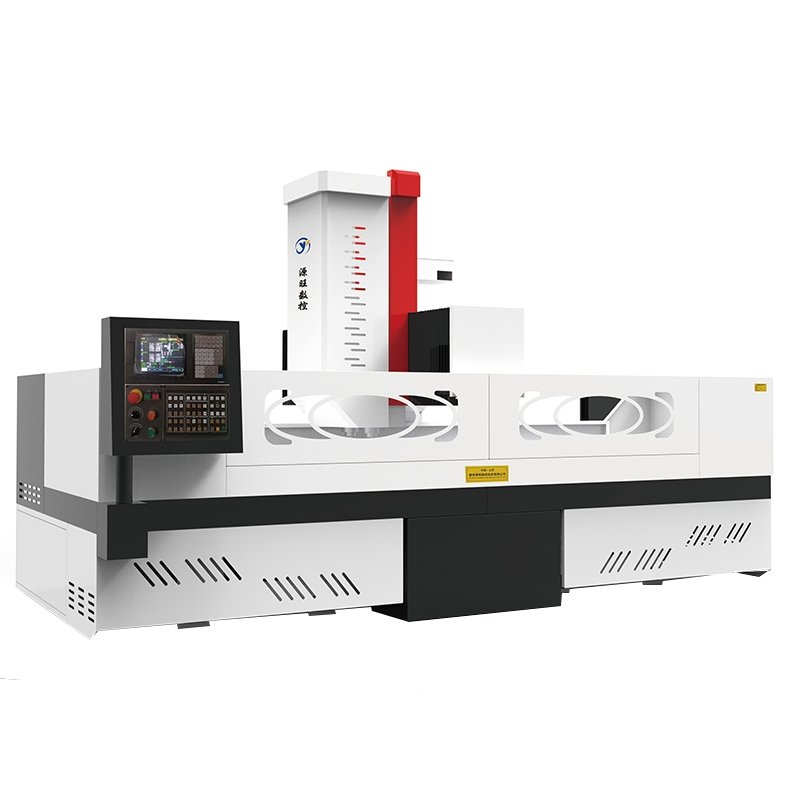
机床结构:郑州比较好的数控龙门钻床生产厂家机床主要由床身、工作台、龙门、动力头、数控系统、冷却系统等部分组成。龙门nba盘口比分 机床采用床身工作台固定,龙门移动的形式。床身、立柱,工作台,龙门为HT250铸造结构件,支架为矩形管焊接件,加工前经高温退火,半精加工后二次退火去除应力,然后再精加工,可保证机床精度稳定,床面采整体铸铁工作台精铣出T型槽,台面数控精磨而成,保证工作台面精度。郑州比较好的数控龙门钻床生产厂家龙门nba盘口比分 共有3个数控轴,床身上装有重型直线导轨,龙门可沿导轨作纵向运动(x轴),龙门横梁上也装有直线导轨,溜板可沿导轨作横向运动(y轴),溜板上装有滑块,动力头上装有导轨,动力头可在溜板上作垂直方向运动(z轴),x、Y、z轴都采用数控伺服电机加滚珠丝杠传动。动力头主轴采用精密主轴,主轴电机驱动,可根据需要无级调速。主轴可通过BT30夹头装夹钻头或铣刀,精度更高,实现高速切削。机床采用水冷,配备冷却液供给、回收、循环系统,配备自动油路润滑系统,保证直线导轨与滚珠丝杠的平稳长久有效工作。控制采用凯恩帝数控系统,电驱采用高精度伺服电机驱动,配备RS232接口和彩色显示屏,中文操作界面,可现场/外部USB输入工件,操作简便,配备全数字高速手轮,使您的操作更方便快捷。
数控平面钻床操作流程1、将工件搬至工作台上,可以随意定基准点,只要保证在图形中各实物中上相符就行。对于有些工件,还要进行对线。2、加工法兰时将顶尖装在Y轴上,郑州比较好的数控龙门钻床生产厂家数控选择开关拨到手轮位置,将手轮选择开关拨到X/Y轴,找到三个基准点位置,在808D系统界面上可以求出法兰圆心的机床坐标,将Z轴慢慢接近于工件上表面,然后另存为*.DXF文件。3、打开上位机软件,在主菜单中点击“CAD编程”,根据提示找到相应的要加工工件图形的DXF文件,点击“确定”,然后点击“显示图形”。4、检查一切正常后,按数控面板上绿色起动键,郑州比较好的数控龙门钻床生产厂家机床先进行X轴定位,然后Y、V定位,定位完毕,主轴钻削开始,钻完孔后,再进行下一组孔的定位。

1.钻头应装在特制的包装盒里,避免振动相互碰撞2.使用时,从包装盒里取出钻头应即装到主轴的弹簧夹头里或自动更换钻头的刀具库里。用完随即放回到包装盒里。郑州比较好的数控龙门钻床生产厂家3.测量钻头直径要用工具显微镜等非接触式测量仪器,避免切削刃与机械式测量仪接触而被碰伤。4.某些nba盘口比分 使用定位环某些nba盘口比分 则不使用定位环,如使用定位环的其安装时的深度定位一定要准确,如不使用定位环其钻头装到主轴上的伸长度要调整一致,多主轴钻床更要注意这一点,要使每个主轴的钻孔深度要一致。如果不一致有可能使钻头钻到台面或无法钻穿线路板造成报废。5.平时可使用40倍立体显微镜检查钻头切削刃的磨损。郑州比较好的数控龙门钻床生产厂家6.要经常检查主轴和弹簧夹头的同心度及弹簧夹头的夹紧力,同心度不好会造成小直径的钻头断钻和孔径大等情况,夹紧力不好会造成实际转速与设置的转速不符合,夹头与钻头之间打滑。7.定柄钻头在弹簧夹头上的夹持长度为钻柄直径的4~5倍才能夹牢。8.要经常检查主轴压脚。压脚接触面要水平且与主轴垂直不能晃动,防止钻孔中产生断钻和偏孔。9.钻床的吸尘效果要好,吸尘风可降低钻头温度,同事带走粉尘减少摩擦产生高温。10、.基板叠层包括上、下垫板要在钻床的工作台上的一孔一槽式定位系统中定位牢、放平。使用胶粘带需防止钻头钻在胶带上使钻头粘附切屑,造成排屑困难和断钻。11.订购厂商的钻头,入厂检验时要抽检其4%是否符合规定。并100%的用10~15倍的显微镜检查其缺口、擦伤和裂纹。12.钻头适时重磨,可增加钻头的使用和重磨次数,延长钻头寿命,降低生产成本和费用。通常用工具显微镜测量,在两条主切削刃全长内,磨损深度应小于0.2mm。重磨时要磨去0.25mm。普通的定柄钻头可重磨3次,铲形头(undercut)的钻头可重磨2次。翻磨过多其钻孔质量及精度都会下降,会造成线路板成品的报废。过度的翻磨效果适得其反。13.当由于磨损且其磨损直径与原来相比较减小2%时,则钻头报废。郑州比较好的数控龙门钻床生产厂家14.钻头参数的设置在一般情况下,厂商都提供一份该厂生产钻头的钻孔的转速和下速的参数表,该参数仅仅是参考,实际还要工艺人员经过实际使用得出一个符合实际情况的钻头的转速和下速参数,通常实际参数与参考的参数有区别但是相差不会太多。

联系人: 李经理 联系电话:18613612586 (同微信)
 | 地址:德州市陵城区经济开发区北环路中段 | ||
 | 18613612586 |  | 1457435244@qq.com |
18613612586
服务热线


