
24小时服务热线
18613612586
24小时服务热线
18613612586

电 话:18613612586
邮 箱:1457435244@qq.com
网 址:www.chenjiujx.com
地 址:德州市陵城区经济开发区北环路中段

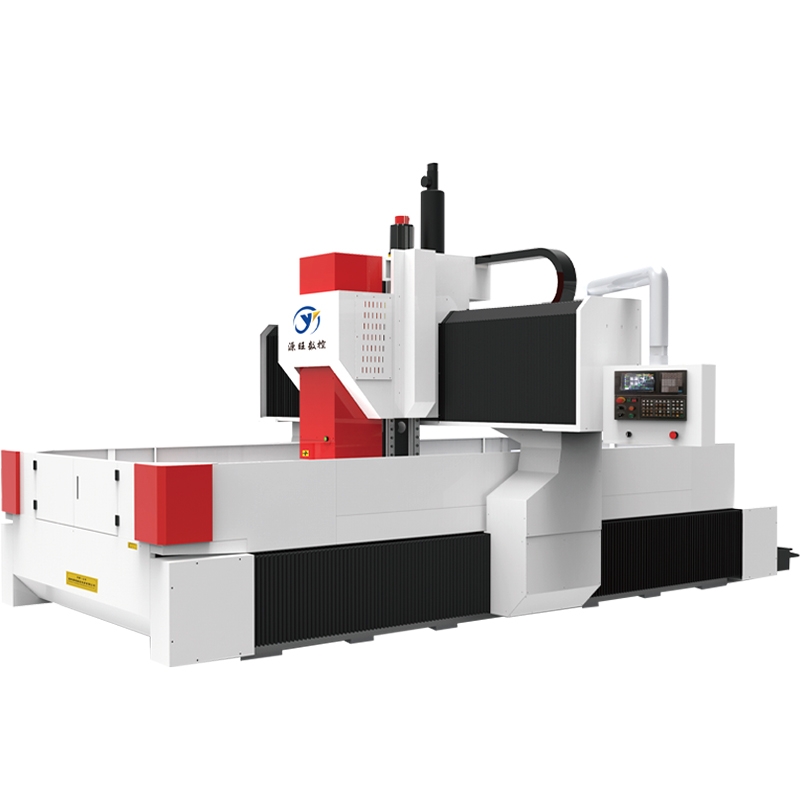
开始操作河南性价比高龙门移动式nba盘口比分 之前需要记住的操作程序:1、操作前应检查性价比高龙门移动式nba盘口比分 各部位的手柄和按钮是否正常,按规定加注润滑油,低速运转1~2分钟。2、上班前穿工作服,戴帽子。 操作时严禁戴手套。3、夹持工件要平稳。龙门钻床的上下料、对刀、测量、变速、主轴拧紧和清洗,都应在龙门钻床停机后进行。4、禁止在工作台上放置工具、量具、工件等杂物。5、开机时检查工件与铣刀的相互位置是否正确。6、河南性价比高龙门移动式nba盘口比分 自动移动刀具时,需将手柄与螺纹断开;工作台不能走两个位置,限位块须安装牢固。7、龙门钻孔机运行时,禁止用手或棉纱清洁机器。不能站在铣刀的切线方向,更别说用嘴吹切屑了。8、刀架、拉杆、卡盘、刀具在开机前安装并拧紧,主轴不得用于辅助装卸。9、河南性价比高龙门移动式nba盘口比分 使用完毕后,关闭电源,清洁机器,将铣头置于空位,将工作台移至中心位置。

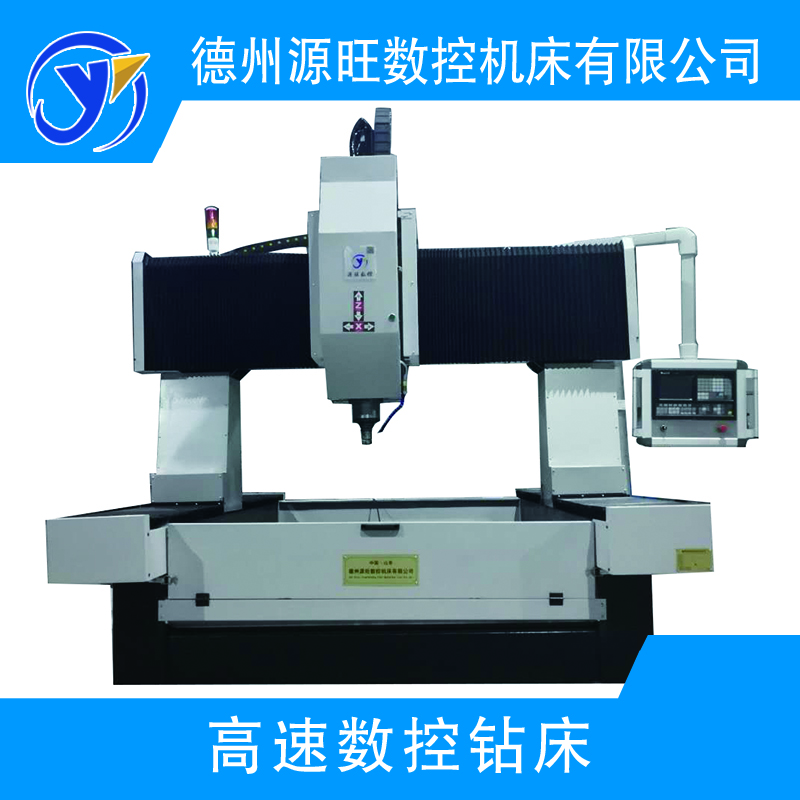
1、数控平面钻的操作人员,有必要跟机接收专业培训,并仔细阅览操纵手册。2、数控平面钻开机前应仔细查看平面钻各部位是否完备,电缆、电线有否损坏,查看机器四周能否有其他人员或障碍物,空中能否有积水或油污。河南性价比高龙门移动式nba盘口比分 价格3、加工时要根据加工工件孔的直径挑选适宜的钻头,再挑选适宜主轴转速的进给速度。4、加工前应先编制加工零件的加工次第,准确移用并经仔细核对无误后才干加工。 5、接通电源后,平面钻试运转,调查能源头主轴的运转能否灵活,夹紧油缸,锁紧油缸能否运动灵活,查看无误后才干开端作业。6、工件放置在作业台上后应靠紧油缸定位面,并将工件用油缸压紧,再将作业台锁住,然后加工。河南性价比高龙门移动式nba盘口比分 价格7、接通电源后必定要按划定的次第发动平面钻,如发明异常音响和振动时,请当即关掉机器并请专业人员修理。
数控平面钻床操作流程1、将工件搬至工作台上,可以随意定基准点,只要保证在图形中各实物中上相符就行。对于有些工件,还要进行对线。2、加工法兰时将顶尖装在Y轴上,河南性价比高龙门移动式nba盘口比分 价格数控选择开关拨到手轮位置,将手轮选择开关拨到X/Y轴,找到三个基准点位置,在808D系统界面上可以求出法兰圆心的机床坐标,将Z轴慢慢接近于工件上表面,然后另存为*.DXF文件。3、打开上位机软件,在主菜单中点击“CAD编程”,根据提示找到相应的要加工工件图形的DXF文件,点击“确定”,然后点击“显示图形”。4、检查一切正常后,按数控面板上绿色起动键,河南性价比高龙门移动式nba盘口比分 价格机床先进行X轴定位,然后Y、V定位,定位完毕,主轴钻削开始,钻完孔后,再进行下一组孔的定位。

手工编程对一个人的逻辑思维能力有一定的要求,这也是你自负(或者认为爽)的地方,因为有的人因为天赋的原因会存在天然的逻辑思维缺陷,但这并不意味着他比你蠢,可能在别的领域他有更好的天赋,例如艺术,音乐等,所谓一样米养百样人,每个人都有自己牛逼的地方,但如果有更好的工具来带你突破人类思维的局限,达到一个更牛逼的高度,为什么不去选择改变呢?河南性价比高龙门移动式nba盘口比分 价格软件编程就是一个这样的好工具,而且这是一种必然。当然软件编程也存在一定的缺陷,很多时候,河南性价比高龙门移动式nba盘口比分 价格软件编制的程序需要进行一些人工的修正和再编辑,其实这就是体现你能力和牛逼的地方,也是对程序加入你的加工理念和个人经验的地方,这才是你存在的意义和核心价值,至于那种编程方式好与坏,我认为只有一个判断标准,那就是效率,哪种的效率高就用哪种编程方式。
铣床的应用范围非常广泛,根据铣刀与主轴方向可以分为立式铣床和卧式铣。河南性价比高龙门移动式nba盘口比分 价格立式铣床适用于加工各种零部件的平面、斜面、沟槽、孔等, 卧铣多用于齿轮,花键,开槽,切割等加工,河南性价比高龙门移动式nba盘口比分 价格立式铣床除多用于平面加工方面外,平面有高低曲直几何形状的工件,如模具类,立铣可大显身手

河南性价比高龙门移动式nba盘口比分 价格夹具设计操作:1、先将带齿轮的滑柱和手柄装在底座上,然后将支撑钉也装嵌在底座上。同时把钻模板和底座用螺钉和圆柱销联接,随后在钻模板上装嵌支撑钉,摇动手柄把工件放在底座的支撑钉上。2、把钻套和钻套用衬套配合后,与工件上的孔对准后,用螺钉装夹在钻模板上。3、将数控龙门钻床工件再放置于夹具体上,用定位衬套定位,由螺旋夹紧期间夹紧工件。4、对工件进行钻孔操作,结束后,松开所有螺旋夹紧器,摇动手柄使定位钻套松开恭敬,之后取出工件即可。以上是数控龙门钻床厂家对河南性价比高龙门移动式nba盘口比分 的介绍!

联系人: 李经理 联系电话:18613612586 (同微信)
 | 地址:德州市陵城区经济开发区北环路中段 | ||
 | 18613612586 |  | 1457435244@qq.com |
18613612586
服务热线


